
In this article you will learn more about membrane filtration history , mechanism , its different classifications & applications.
Also, you will be able to detect your membrane performance quality through consideration of many factors
You will be acknowledged by the four different membrane fouling types.
Finally, If you have an RO membrane, I advice you to complete reading to know more about its cleaning methods and maintenance.
What is filtration process?
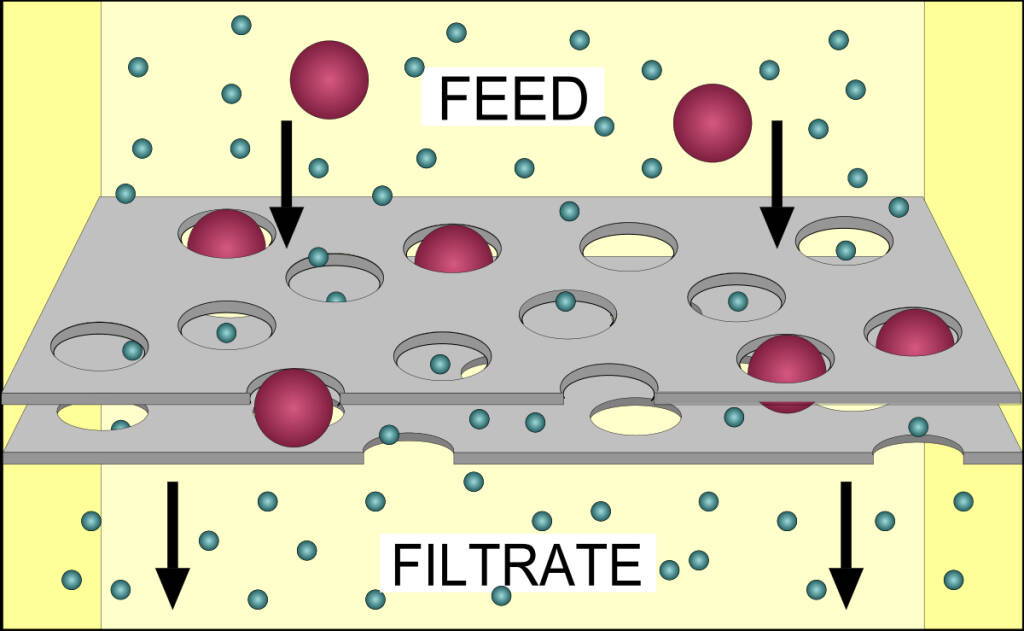
Membrane filtration is a method in which The membrane acts as a barrier to separate particles or molecules from a liquid or gas stream using a semi-permeable membrane.
That semi-permeable membrane allows some molecules to pass through while retaining others.
Membrane filtration mechanism
During membrane filtration, part of the fluid termed as permeate (filtrate) passes through the membrane, while other components are expelled by the membrane and clutched in the retentate (concentrate) steam.
The filtration mechanism depends on the type of membrane used. In size exclusion, particles larger than the pore size of the membrane are retained, while smaller particles pass through. In adsorption, particles are retained on the surface of the membrane due to electrostatic or chemical interactions.
Membrane filtration processes history
In 1748, the French physicist Nollet first noted that water would diffuse through a pig bladder membrane into alcohol.
This was the discovery of osmosis, a process in which water from a dilute solution will naturally pass through a porous membrane into a concentrated solution.
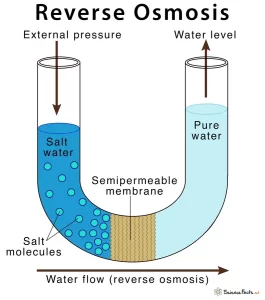
Over the years, scientists have attempted to develop membranes that would be useful in industrial processes, but it wasn’t until the late 1950s that membranes were produced that could be used for what is known as reverse osmosis.
In reverse osmosis, water is forced to move through a membrane from a concentrated solution to a dilute solution.
Since that time, continual improvements and new developments have been made in membrane technology, resulting in ever-increasing uses in many industries.
In potable water treatment, membranes have been used for desalinization, removal of dissolved inorganic and organic chemicals, water softening, and removal of fine solids.
In particular, membrane technology enables some water systems having contaminated water sources to meet new, more stringent regulations.
In some cases, it can also allow secondary sources, such as brackish groundwater, to be used.
There is great potential for the continuing widespread use of membrane filtration processes in potable water treatment, especially as technology improves and costs are reduced.
Membrane filtration applications
Membrane filtration finds extensive applications across various industries, contributing to improved product quality, process efficiency, and environmental sustainability. Some of the prominent applications are:
- Water Treatment: Membrane filtration is an essential component of water purification processes, ensuring the removal of particulate matter, microorganisms, and dissolved impurities. It is used in municipal water treatment plants, industrial wastewater treatment, and desalination facilities.
- Food and Beverage Industry: The food and beverage industry relies on membrane filtration for the clarification, concentration, and separation of liquids. It is used in the production of fruit juices, dairy products, wine, and beer, among others.
- Pharmaceutical Manufacturing: The pharmaceutical industry employs membrane filtration for the sterile filtration of drugs, separation of proteins, and concentration of biologics. It ensures the safety and quality of pharmaceutical products.
- Biotechnology: Membrane filtration is a crucial technique in biotechnology for cell separation, clarification of fermentation broths, and purification of biopharmaceuticals.
- Environmental Protection: Membrane filtration plays a significant role in treating industrial effluents and mitigating environmental pollution. It helps in the removal of contaminants and the recovery of valuable materials.
Types of membrane filtration processes
The two general classes of membrane processes, based on the driving force used to make the process work:
1.Pressure-driven processes
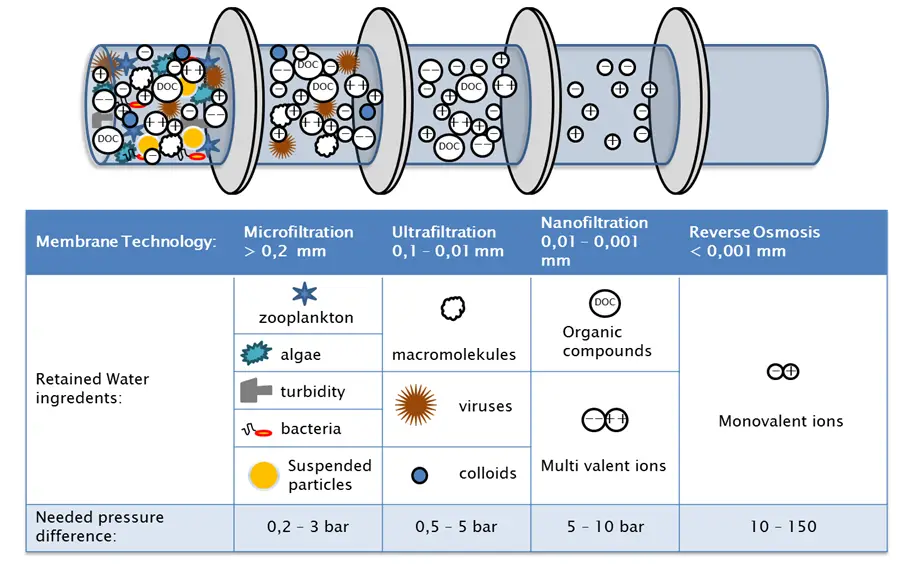
In this class of membrane processes, the driving force is a difference in pressure across the membrane. Pressure-driven processes include microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO).
2.Electric-driven processes
A type of concentration-driven process that use an electric field as the driving force to separate charged particles and ions. Electric-driven processes are not a general class of membrane processes, but rather a specific type of concentration-driven process.
Pressure-driven processes
The four general membrane processes that operate by applying pressure to the raw water are:
1.Microfiltration
2.Ultrafiltration
3.Nanofiltration
4.Reverse Osmosis
Microfiltration
Microfiltration (MF) is a process in which water is forced under pressure through a porous membrane.
Membranes with a pore size ranging from 0.1 to 10.0 um are normally used.
This size is relatively large compared with the other membrane filtration processes.
This process has not been generally applicable to drinking water treatment because it either does not remove substances that require removal from potable water, or the problem substances can be removed more economically using other processes.
The current primary use of MF is by industries to remove very fine particles from process water, such as in electronic manufacturing.
In addition, the process has also been used as a pretreatment for other membrane processes.
In particular, RO membranes are susceptible to clogging or filter binding unless the water being processed is already relatively clean.
However, in recent years, microfiltration has been proposed as a filtering method for particles resulting from the direct filtration process.
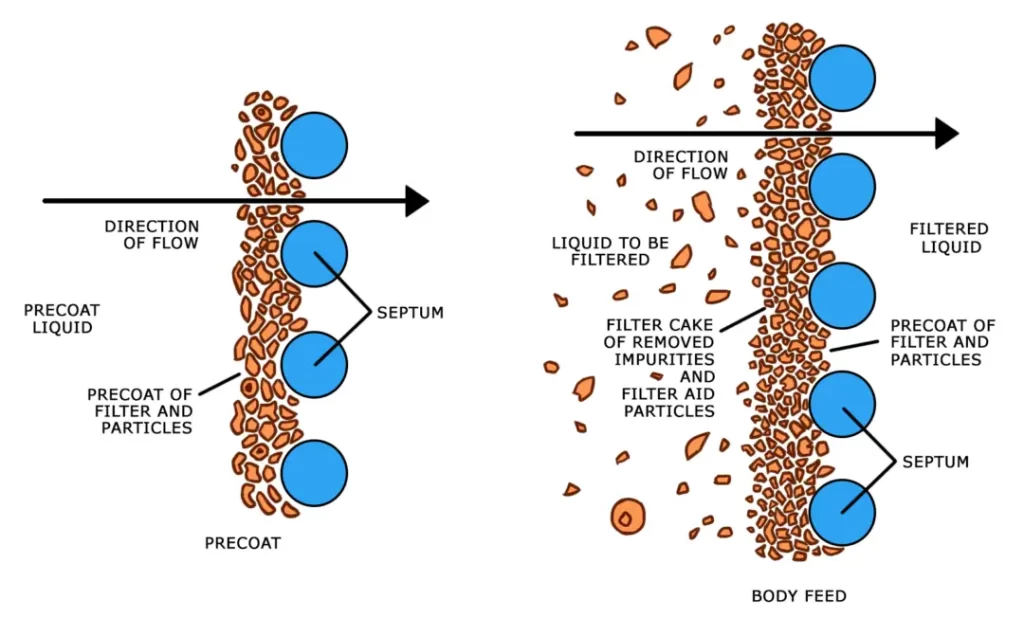
Traditionally, this direct filtration process has used the injection of coagulants such as alum or polymers into the raw water stream to remove turbidities such as clay or silts.
The formed particles were then removed by rapid sand filters.
The use of filter aids to improve filtering efficiency, especially for small particles that could contain bacterial and protozoan life is recommended.
MF applications
It is employed in the water treatment facility to separate pathogens such the protozoa Giardia lamblia and Cryptosporidium.
It is employed in industries for the cold sterilization of pharmaceuticals and beverages.
It essentially removes germs and other undesirable substances from beverages, particularly juice, wine, and beer. Moreover, it refines petroleum. It purges the flue gases of particles.
Microfiltration is also used to clarify and purify cell broths. It is used in the dairy sector to eliminate bacteria and the related spores from milk.
Microfiltration is used to clarify dextrose and is also utilized in the creation of paints and adhesives. It distinguishes macromolecules from proteins, big molecules, or cell detritus.
Ultrafiltration
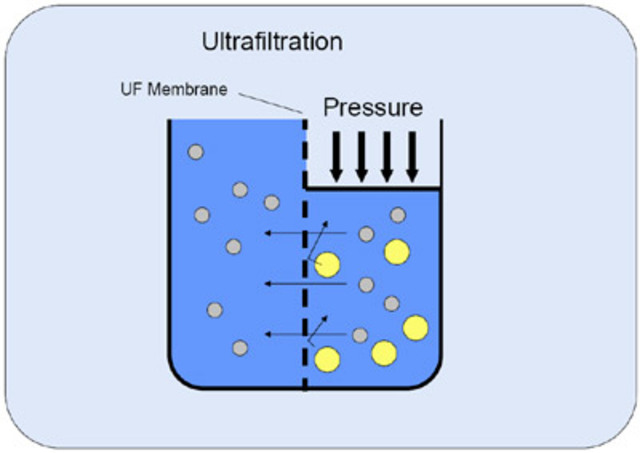
Ultrafiltration (UF) is a process that uses a membrane with a pore size generally below 0.1 um.
The smaller pore size is designed to remove colloids and substances that have larger molecules, which are called high-molecular-weight materials.
UF membranes can be designed to pass material that weighs less than or equal to a certain molecular weight.
This weight is called the molecular weight cutoff (MWC) of the membrane.
Although UF does not generally work well for the removal of salt or dissolved solids, it can be used effectively for the removal of most organic chemicals.
Most UF membranes are made from polymeric materials, such as poly-sulfone, polypropylene, nylon 6, PTFE, polyvinyl chloride, and acrylic copolymer.
Inorganic materials such as ceramics, carbon-based membranes, and zirconia, have been commercialized by several vendors.
Applications of the UF process
1.Oil emulsion waste treatment
2.Production of ultra-pure water for the electronics industry
3.Reduction of high COD levels in corn starch plants
4.Selective removal of dissolved toxic metals from groundwater in combination with chemical treatment
5.Treatment of whey in dairy industries
6.Wine or fruit juice clarification
Nanofiltration
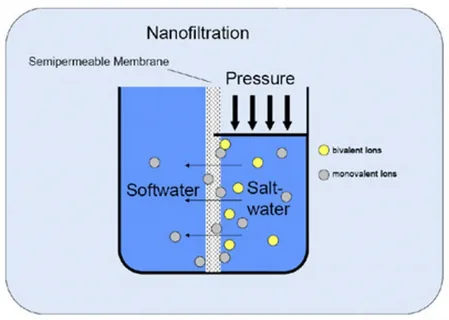
Nanofiltration (NF) is a process using membranes that will reject even smaller molecules than UF.
The process has been used primarily for water softening and reduction of total dissolved solids (TDS).
NF operates with less pressure reverses osmosis and is still able to remove a significant proportion of inorganic and organic molecules.
This capability will undoubtedly increase the use of NF for potable water treatment.
NF membranes can produce drinking water, because they have good molecular rejection characteristics for divalent cations, e.g., calcium and magnesium.
Membranes used for NF are made of cellulose acetate and aromatic polyamide with characteristics such as salt rejections from 95% for divalent salts to 40% for monovalent salts and an approximate MWCO of 300 for organics.
An advantage of NF over RO is that NF can typically operate at higher recoveries, thereby conserving total water usage due to a lower concentrate stream flow rate.
NF is not effective on small-molecular weight organics, such as methanol.
NF applications
It is utilized for the recovery and management of non-thermal solvents, room temperature solvent exchange, in the fine chemical and pharmaceutical sectors.
It is employed in oil and petroleum chemistry to purify gas condensates and remove tar components from input.
It is used in bulk chemistry to polish the product and for continuous homogeneous catalyst recovery.
It is employed in the Natural Essential Oils industries for the Gentle Separations and Enrichment of natural constituents from crude extracts.
Reverse osmosis
Reverse Osmosis (RO) is a membrane process that has the highest rejection capability of all the membrane processes.
These RO membranes have very low MWC pore sizes that can reject at very high rates, including chloride and sodium.
Water from this process is very pure due to the high reject rates.
The process has been used primarily in the water industry for the desalinization of seawater because the capital and operating costs are competitive with other processes for this service.
The RO also works with most organic chemicals, radionuclides, and microorganisms.
Industrial water uses such as semiconductor manufacturing are also an important RO process.
Almost all RO membranes are made of polymers, cellulosic acetate, and Matic polyamide types, and are rated at 96–99% NaCl rejection.
RO membranes are generally of two types, asymmetric or skinned membranes, and thin-film composite membranes.
The support material is commonly poly-sulfones, while the thin film is made from various types of polyamines and polyurea.
Reverse osmosis membranes have been used widely for water treatment such as ultrapure water makeup, pure boiler water makeup in industrial fields, seawater and brackish water desalination in drinking water production, and wastewater treatment and reuse in industrial, agricultural, and indirect drinking water production as shown in Table 1.
| Industrial use | Drinking water | Wastewater treatment and reuse |
| Ultra-pure water, boiler water, process pure water, daily industries | Seawater desalination, brackish water desalination | Industrial water, agriculture water, indirect Drinking water |
Other common applications of RO include
1.Desalination of seawater and brackish water for potable use.
2.Generation of ultrapure water for the microelectronics industry.
3.Generation of high-purity water for pharmaceuticals.
4.Generation of processed water for beverages (fruit juices, bottled water, beer).
5.Processing of dairy products.
6.Concentration of corn sweeteners.
7.Waste treatment for the recovery of process materials such as metals for the metal finishing industries, and dyes used in the manufacture of textiles.
8.Water reclamation of municipal and industrial wastewater
Membrane Compaction
In pressure-driven membrane operations, when pressure is used to test the mechanical strength of the polymeric membrane, a phenomena known as membrane compaction takes place.
Ultrafiltration and microfiltration membranes from Synder have a maximum operating pressure of 120 PSI, whereas nanofiltration membranes have a maximum operating pressure of 600 PSI
The permeate flux starts to stabilize and fluctuate less when the membrane has been compressed to a certain degree. The illustration below shows the flow response to pressure during membrane compression.
Particularly for flat sheet membranes, the deformation brought on by membrane compression is frequently irreversible. In the absence of membrane compaction, flow and pressure would be correlated linearly.
Moreover, as pressure and temperature rise, the rate of compaction rises as well. Due to the applied pressures in reverse osmosis being quite high, compaction happens more frequently.
Operating pressures in some applications may exceed 1000 PSI. Due to their significantly smaller pore diameters than ultrafiltration and Nano filtration membranes, reverse osmosis and nanofiltration membranes must operate at much greater pressure.
Nonetheless, depending on the pressure used, compaction may also happen during the ultrafiltration and microfiltration procedures.
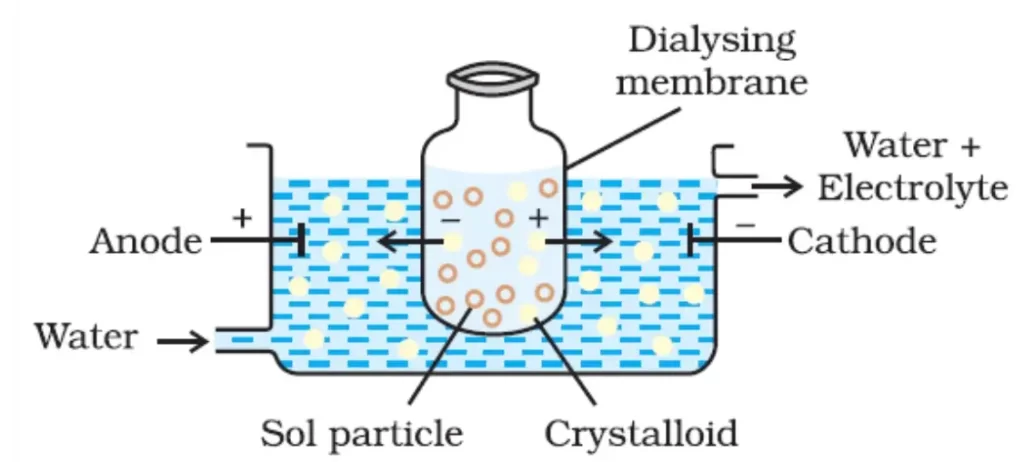
Electric-driven processes
Two membrane processes purify a water stream by using an electric current to move ions across a membrane.
These processes are:
Electrodialysis
Electrodialysis (ED) is a process in which ions are transferred through a membrane as a result of a direct electric current applied to the solution.
The current carries the ions through a membrane from the less concentrated solution to the more concentrated one.
Electrodialysis reversal
Electrodialysis Reversal (EDR) is a process similar to ED, except that the polarity of the direct current is periodically reversed.
The reversal in polarity reverses the flow of ions between demineralizing compartments, which provides automatic flushing of scale-forming materials from the membrane surface.
As a result, EDR can often be used with little or no pretreatment of feed water to prevent fouling.
So far, ED and EDR have been used at only a few locations for drinking water treatment.
Factors that affect membrane performance
The effectiveness of membrane filtration can be impacted by a number of factors, including:
1.Feed water quality: The performance of the membrane might be impacted by the presence of dissolved solids, suspended particles, and other pollutants in the feed water.
2.Temperature: Higher temperatures can both speed up the membrane’s flux (rate of flow) and raise the danger of membrane fouling.
3.Pressure: The pressure that is used can modify the membrane’s flow. Greater pressures can boost the flux but also up the chance of damaging the membrane.
4.Membrane properties: The pore size, porosity, and surface charge of the membrane can all have an impact on how well it performs.
5.Membrane age: When a membrane gets older, it may function worse. Performance can be maintained with regular membrane cleaning and replacement.
6.Cross-flow velocity: A high cross-flow velocity can help to keep the membrane from becoming fouled, but it can also lead to more energy being used.
7.pH: The pH of the feed water can have an impact on how well the membrane functions. Neutral pH ranges are ideal for the majority of membranes.
Membrane filtration advantages
Membrane filtration systems have many advantages over traditional water or wastewater treatment processes, including:
1.Fewer chemicals are used in the process, which helps minimize the negative impacts of those chemicals on the whole process.
2.Formation of absolute barriers to particles and pathogens.
Microorganisms such as bacteria and viruses can be removed by size exclusion; ultra-pure water can therefore be produced.
1.Lower operating and maintenance costs in comparison to conventional systems consisting of coagulation, clarification, and aerobic and anaerobic treatments.
2.Membrane separation systems are easy to operate and the performance is more reliable.
3.Membrane systems give a compact and modular construction, which occupies less floor space in comparison to conventional treatment systems.
This becomes extremely attractive in land-scarce countries such as Japan and Singapore.
1.Membrane systems followed by an evaporator (for low-volume highly concentrated effluent) can enable industries to achieve zero liquid discharge goals.
2.One-stop reduction or elimination of most contaminants (impurities) in the wastewater stream, e.g., total dissolved solids (TDS), chemical oxygen demand (COD), 5-d biochemical oxygen demand (BOD5), total organic carbon (TOC), color, suspended solids, nitrogen, phosphorus, and heavy metals.
3.Permeate can be suitably reused resulting in water conservation, which reduces the intake of raw water and provides savings on raw water processing costs.
This technique is low-cost and permits the filtering of any volume of clear water through the disk.
This method uses less energy and can eliminate 90–100% of the microorganisms in the water sample.
4.The proteins are not denatured.
This technique can be used to sterilize heat-sensitive media.
5. By moving the disk from one medium to another, it enables the isolation and counting of bacterial colonies.
6. Membrane filtering yields results more quickly than the traditional MPN standard procedures. The outcome is delivered after 24 hours.
7. It requires less time than the MPN approach.
8. It delivers accurate and pertinent results.
Membrane filtration disadvantages
When the water contains many microorganisms, there may be a risk of bacterial abundance and the turbid water cannot be used in membrane filtering. Glass filters can break easily and are breakable.
This method only sterilizes liquids, has fragile membrane filters, and is expensive to repair filters, especially nano-filters.
The effectiveness of this process is affected by constitutional constraints on the materials used in filters, which can lead to clogging, damage to glass filters, membrane filter breakage, and Sietz filter consumption of the filtrate.
Membrane fouling
the procedure by which a substance or a particle is deposited on a membrane’s surface or in its pores during a process such as a membrane bioreactor, reverse osmosis, forward osmosis, membrane distillation, ultrafiltration, microfiltration, or nanofiltration, resulting in a degradation of the membrane’s performance.
Membrane fouling can significantly reduce flux and lower the caliber of the produced water. Intense chemical cleaning or membrane replacement may be necessary for severe fouling.
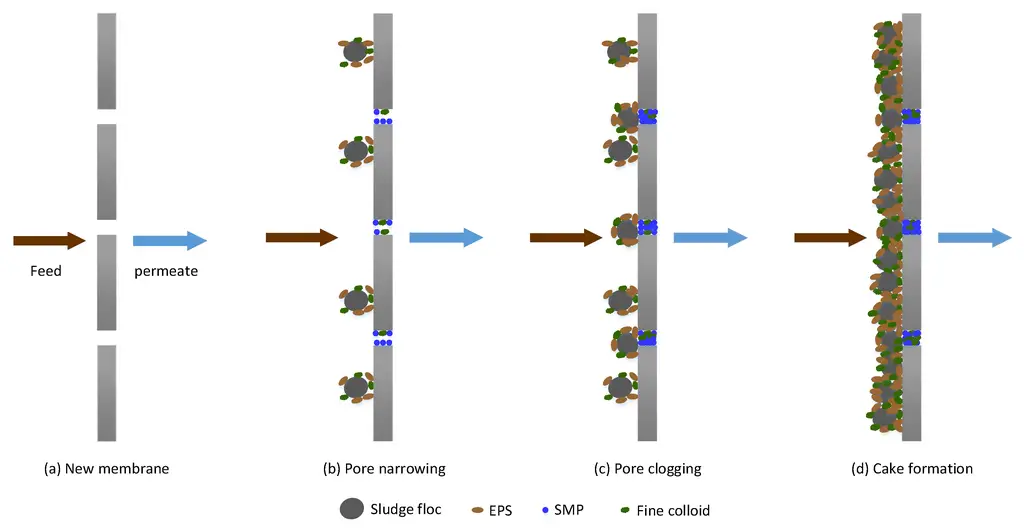
Fouling types
1.Organic fouling.
2.Inorganic fouling.
3.Particulate/ colloid fouling.
4.A microbial / a baiological fouling.
Membrane fouling factors
Current foundational studies show that a variety of variables, including system hydrodynamics, operating circumstances, membrane characteristics, and material parameters, affect membrane fouling (solute).
Concentration polarization effects are modest and flow is practically inversely proportional to the transmembrane pressure differential at low pressure, low feed concentration, and high feed velocity.
Flux, however, almost completely loses dependence on applied pressure in the high pressure range. Concentration polarization is the cause of the flux-pressure relationship’s deviation from linearity.
Even at relatively low pressures, the limiting flux scenario is seen when the feed flow rate is low or the feed concentration is high.
Fouling control
Although though membrane fouling is a necessary byproduct of membrane filtering, it may be reduced using techniques including cleaning, selecting the right membrane, and selecting the right operating conditions.
Physical, biological, and chemical methods can all be used to clean membranes. Physical cleaning methods include backflushing with permeate or pressured air, sponges, water jets, and gas scour.
Chemical cleaning employs acids and bases to remove foulants and pollutants, whereas biological cleaning uses biocides to eliminate any living germs.
Using the right membrane for a given activity is another method to reduce membrane fouling.
A membrane that is less likely to foul with that particular solution must first be selected after learning the characteristics of the feed water.
It is desirable to use a hydrophilic membrane for aqueous filtration. A hydrophobic membrane is preferred for membrane distillation.
Also important are the operating circumstances for membrane filtration because they could influence the fouling circumstances for filtration.
For example, crossflow filtration is frequently chosen over dead end filtration because the turbulence created during the filtration involves a thinner deposit layer and so reduces fouling (e.g. tubular pinch effect).
Air scour is utilized in some applications, such as several MBR applications, to encourage turbulence at the membrane surface.
finally, The best indicators of membrane fouling are flux, transmembrane pressure (TMP), permeability, and resistance.
When operating with a constant flux, TMP rises to make up for fouling. However, when operating at constant pressure, the flow decreases as a result of membrane fouling.
Fouling affects membrane rejection in some technologies, such membrane distillation, hence permeate quality (such as electrical conductivity) is a key indicator of fouling.
RO membrane cleaning and maintenance
Membrane fouling is a common phenomenon in reverse osmosis (RO) systems.
when do we need chemical cleaning for RO membrane?
1.When there is a 10 to 15% reduction in permeate flow.
2.The pressure differential, determined by subtracting the pressure in the feed stream from the pressure in the reject stream, rises from 10% to 15%.
3.If the rejection of salts falls by 1% to 2% (this is calculated with the feed and permeate flows, and with the concentration of total salts dissolved in both).
The frequency with which it is required to clean the RO reverse osmosis membranes relies on: the concentration of salts in the feed water, the right pre-treatment of the same and the percentage of rejection with which the device is operated.
An acceptable cleaning schedule ranges from three to twelve months.
Prior to cleaning, keep the following in mind:
Examine the dosage, pH, temperature, standing, and agitation times suggested by the cleaner’s maker.
Verify the cleaner’s (or cleaners’) compatibility with the components used in membrane production.
Take care not to exceed the acceptable pH range when producing the cleaner solution.
The membranes are not harmed by a range between 4 and 10. Remember that if cleaning is continued for an extended period of time, pH levels between 2 and 4 or between 10 and 12 can harm the membrane.
This is especially true if the degree of fouling necessitates more aggressive solutions.
1.Avoid combining caustic and acidic liquids. When introducing the following cleaning solution, make sure to thoroughly rinse the previous one.
2.It is advisable to wash each level separately in multi-stage systems.
3.Vacuum in a space that has enough airflow.
4.The cleaning system’s components must all be resistant to chemical deterioration.
The tank needs to be big enough to hold the cleaning agent. A capacity of 5 gallons per 4 40 “membrane and 20 gallons per 8 40 “membrane is advised. The tank where the solution is prepared needs to be simple to get to.
To reduce foaming, the pipe configuration should provide recirculation, and recirculation should discharge at the bottom of the tank.
5.The pump needs to be strong enough to deliver the necessary flow and pressure. The maximum pressure that is advised is 60 psi. Solids or contaminants cannot leave the membrane’s surface at an excessive pressure.
6.It is advised to utilize a 5 to 10 micron cartridge filter to capture the particulates discharged during cleaning.
The flow shouldn’t be more than 40 gpm for an 8 40 “membrane, and 10 gpm for a 4 40 “membrane.
It needs to be inserted into the tank’s recirculation pipe. At this stage, it’s critical to keep an eye on the differential pressure and swap out the cartridge when it reaches 15 psi.
7.Sampling points and pressure gauges are necessary in order to take pH and pressure readings at the pump outlet and in the recirculation return line.
It is normal for the pH to vary since it indicates that pollutants and cleaning solution are interacting.
Adjust the pH of the solution with the cleaning chemical to its initial value if you notice a shift of more than 5 pH units.
When the pH stops fluctuating, which suggests that pollutants are no longer disseminated, that is the most common sign to know when to finish cleaning.
Depending on the unique characteristics of each system, RO cleaning methods change.
The basic cleaning steps
1.Pour the amount of water into the tank that is required for the size and quantity of membranes that need to be cleaned. Use softened or penetrated water, if not both.
2.Add the cleaning agent as directed by the manufacturer. To make sure the solution is entirely homogeneous, use a mechanical agitator or recirculate in the tank. Always add the cleaning agent to the water rather than the reaves to prevent reactions that could endanger your safety.
3.For the best effects, heat the solution just to a temperature of 40 ° C. Check the temperature limitations for membranes.
4.Insert the cleaning solution with the reject valve fully open. With the goal of a gradual solution entrance speed, control the feeding speed with a valve at the pump discharge. For 30 to 60 minutes, recirculate.

5.Check the pH and pressure at the inlet and exit of the membrane at least once every 15 minutes. It is advised to record this data in a log for equipment maintenance.
If even after cleaning you do not obtain the expected quality or flow for the system, it is necessary to contact a specialist to rule out that the membrane has irreversible contamination or that it is broken.
Frequently asked questions
What is another name for membrane filtration?
Membrane filtration, commonly referred to as membranes, are microporous sheets with particular pore size ratings. These are also known as microporous filters, screens, or sieves, and by the mechanism of surface capture, they retain microorganisms or particles larger than the size of their pores.
What is the difference between reverse osmosis and ultrafiltration?
Reverse osmosis is a type of membrane filtration that removes dissolved salts and other small molecules, while ultrafiltration is used to remove particles between 0.01 and 0.1 microns.
What is the difference between dead-end and crossflow filtration?
Dead-end filtration is a method where the feed water flows into one end of the membrane and the permeate exits from the other end.
In crossflow filtration, the feed water flows perpendicular to the membrane surface, allowing for continuous operation and lower fouling of the membrane.
How is the pore size of a membrane determined?
The pore size of a membrane is typically determined by measuring the size of the largest particle that can pass through the membrane.
How is the flux of a membrane determined?
The flux of a membrane is typically determined by measuring the amount of liquid or gas that can pass through the membrane over a given period of time.
How is the selectivity of a membrane determined?
The selectivity of a membrane is typically determined by measuring the ratio of the amount of a certain solute that can pass through the membrane to the amount of solvent that can pass through the membrane.
What are the common cleaning and maintenance procedures for membrane filtration?
Common cleaning and maintenance procedures for membrane filtration include chemical cleaning, backwashing, and membrane replacement.
What membrane filter pore size should I use for sterilization?
Regardless of the membrane filter material, always use a 0.2 µm pore size membrane filter as the final filter for any sterilizing filtration. The 0.2 µm membranes used in Thermo Scientific™ Nalgene™ filters have been tested and shown to retain 100% of a challenge of 1 X 107 cfu/cm2 Brevundimonas diminuta bacteria.
Which Rapid-Flow filter membrane should I use to filter a solution containing 10% ethanol?
Use Nylon. Nylon membranes are alcohol resistant. They also have low extractables, but are relatively high protein binding so may not be the best choice for culture media. If protein binding is a concern, use SFCA.
What is the difference between a 0.2 µm membrane and a 0.22 µm membrane?
The difference is due to different pore size measuring methods and the interpretation of those results. In use, the performance of 0.2 and 0.22 µm filter membranes is identical: both are considered “sterilizing” membranes if they are shown to remove a challenge of 1×107 CFU/cm² of Brevundimonas diminuta under specific test conditions.
What pore size to should I use?
The pore size needed for a fluid filtration application depends on the goal of that particular filtration. What do you want to eliminate from the filtrate, or alternatively what do want to capture on the membrane for analysis?
0.2 µm membranes are typically used to remove or capture bacteria and are considered sterilizing if they have been shown to retain a challenge of 1 X 107 cfu/cm2 Brevundimonas diminuta bacteria. 0.45 µm membranes are used to remove larger bacteria or particles and are often used in water quality QC testing.
0.45 µm membranes are tested for their ability to remove 1 x 105 CFU/cm2 of Serratia marcescens. These are the pore sizes most common in Thermo Scientific Nalgene filtration products.
There are also two additional pore sizes offered in some products. 0.1 µm membranes are designed to protect against inadvertent mycoplasma contamination and are tested to remove 1 X 107 CFU/cm2 of Acholeplasma laidlawii.
And 0.8 µm is capable of removing a challenge of 1 x 105 CFU/cm2 Saccharomyces cerevisiae and is thus suitable for use with yeasts, fungi, fungal spores and larger particles. It can also be used to de-gas acrylamide gels for electrophoresis.
Does filtration have to be done in a sterile environment?
Sterilization by filtration is achieved when the filtrate passes through the sterilizing (usually 0.2 µm) membrane into a sterile collection vessel.
Until this point, the solution is not considered sterile and does not specifically need to be handled as such, unless the work environment requires this to prevent cross-contamination.
The actual collected filtrate should be handled aseptically – removal of the receiver (collection vessel), sealing with the closure and subsequent access to this container should be done with care to maintain sterility.
References
- https://www.carbotecnia.info
- https://microbiologynote.com
- https://synderfiltration.com
- https://en.wikipedia.org
- https://pcawater.com
